
The key to surviving seasonal demand swings isn’t just buying modular equipment; it’s enforcing the operational discipline that transforms hardware into true, cost-effective agility.
- Static production lines create immense hidden costs during changeovers, while modular cells offer high resale value, preserving capital.
- True flexibility is achieved by demanding open standards for all connectors and systems, avoiding the costly proprietary supplier trap.
Recommendation: Shift your focus from simply acquiring flexible assets to building a system of ‘systemic agility’—where layout, storage, and standards work in concert to eliminate operational friction.
For any plant manager in the UK’s food and beverage sector, the calendar is a rollercoaster. The frantic pre-Christmas production peak gives way to a quiet summer trough, and the cycle repeats. The conventional response to this seasonality is often a painful capital expenditure spike: investing in monolithic production lines that run at full tilt for three months only to sit idle for the next six. This approach ties up capital, bloats the factory floor, and makes adapting to new product lines a slow, costly nightmare. The promise of modular equipment seems like the perfect solution—flexible, scalable, and reusable.
However, simply swapping a fixed line for a modular one is a common pitfall. Many discover too late that they’ve traded one set of problems for another: incompatible connectors, equipment that corrodes in storage, and a resale value that plummets due to proprietary designs. The true challenge isn’t just about owning flexible assets; it’s about building a culture and a system of what can be called systemic agility. This means focusing as much on the operational processes as on the hardware itself.
But what if the key to unlocking genuine flexibility without the financial shock wasn’t in the equipment itself, but in the disciplined strategy behind its selection, integration, and management? This isn’t about buying a solution; it’s about implementing a new philosophy of production.
This article will guide you through the critical operational disciplines required to make modularity work. We will dissect the true cost of static lines, explore how to ensure universal compatibility, analyse the crucial difference in resale value, and provide lean layout strategies to eliminate waste. By the end, you will have a clear framework for achieving genuine adaptability.
To navigate this complex topic, this guide breaks down the essential considerations for implementing a truly agile modular system. Explore the sections below to master each facet of this strategic shift, from avoiding initial pitfalls to optimising long-term value.
Summary: A Plant Manager’s Guide to Agility Without the CAPEX Shock
- Why static conveyor lines become a liability during product changeovers?
- How to ensure electrical compatibility between different modular units?
- Modular cells vs Monolithic lines: which offers better resale value?
- The proprietary connector trap that locks you into one supplier
- How to store idle modular units to prevent corrosion and damage?
- U-shaped cells vs Straight lines: which is better for one-piece flow?
- How to implement cross-docking to reduce storage time by 24 hours?
- Lean Layouts: Eliminating the 7 Wastes Through Strategic Spatial Planning
Why static conveyor lines become a liability during product changeovers?
A static conveyor line, perfectly optimised for a single product, transforms from an asset to a significant liability the moment market demand shifts. For a UK food and beverage plant, this pain is acute. The switch from producing Christmas puddings to summer cordials isn’t a simple recalibration; it’s a full-blown re-engineering project. This downtime isn’t just an inconvenience; it represents a massive financial drain, contributing to a projected loss of £80 billion across UK and European manufacturing in 2025. This ‘operational friction’ is the hidden tax on inflexibility.
The cost of changeover on a monolithic line is a composite of several factors. It begins with lost revenue from halted production, compounded by the wages of an idle workforce. UK manufacturers face an average hourly cost of £18,000-£25,000 during these changeovers. Beyond direct costs lies the opportunity cost—every hour spent retooling a static line is an hour a more agile competitor can use to capture market share during critical sales periods like Black Friday. This is where the rigidity of fixed infrastructure actively harms the business’s ability to compete.
In contrast, a modular system is designed for change. Disconnecting a conveyor segment or swapping a packing station for a labelling unit can be achieved in hours, not days. This isn’t just about reducing downtime; it’s about fundamentally changing the economic equation of production. It allows the plant to say “yes” to smaller, more frequent production runs, aligning output precisely with real-time demand and drastically reducing the financial and operational burden of seasonal shifts.
How to ensure electrical compatibility between different modular units?
The dream of a “plug-and-play” factory can quickly turn into a nightmare of incompatible connectors. You invest in modular units from different suppliers, each promising flexibility, only to find their electrical, data, and pneumatic interfaces are proprietary. This forces you into a world of expensive custom adapters, complex rewiring, and reliance on specialised technicians. This lack of standardisation is a primary source of operational friction, completely undermining the agility you sought to achieve.
The solution lies in proactive procurement and a rigid adherence to open standards. Before purchasing any modular unit, your technical specifications must mandate the use of industry-standard connectors. This includes heavy-duty rectangular connectors for power and control (like the Harting or Wieland series), M12 circular connectors for sensors and actuators, and standardised Ethernet/IP or Profinet ports for data communication. Insisting on these standards from the outset is the single most effective way to guarantee interoperability and maintain supplier agnosticism.
This strategy ensures that a conveyor from Supplier A can seamlessly connect to a robotic cell from Supplier B. It empowers your own maintenance team to reconfigure lines quickly without external support, transforming changeover from a high-cost project into a routine operational task. The visual below illustrates the clarity and order that standardised connectors bring to a modular system, forming the physical backbone of true systemic agility.
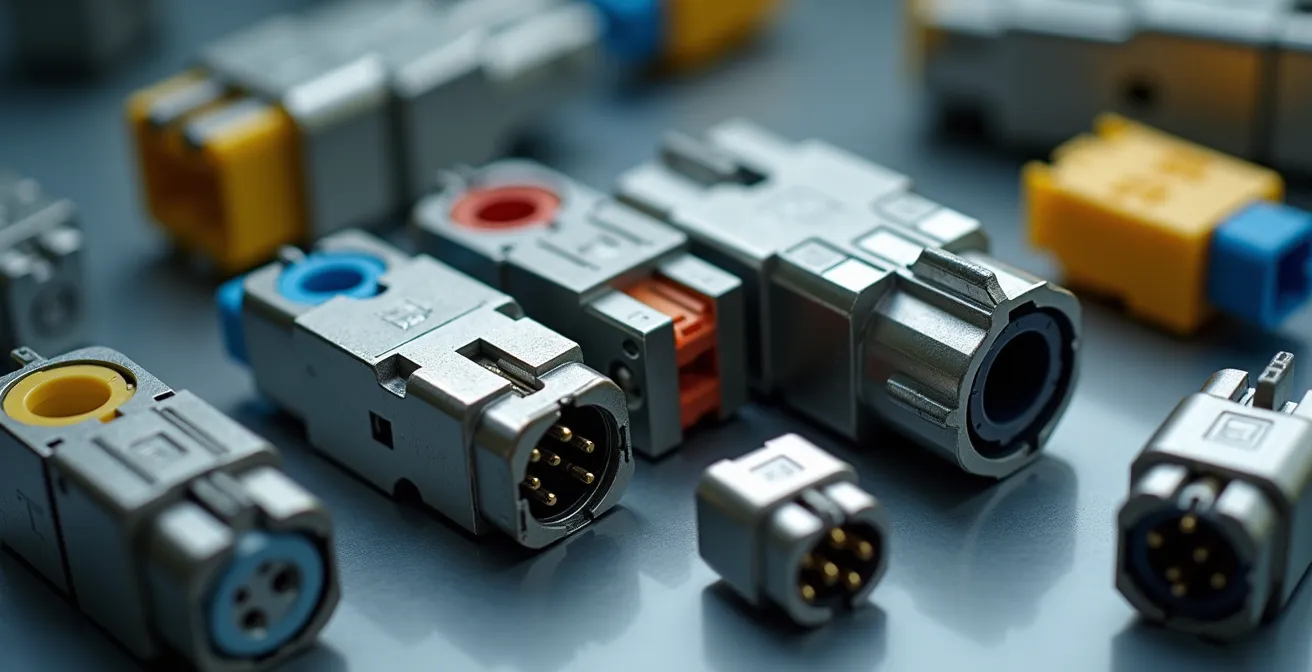
As you can see, a clear, well-defined connection strategy using colour-coding and standardised form factors removes ambiguity. It makes the physical process of reconfiguration as simple as the modular concept promises. By making standardisation a non-negotiable purchasing criterion, you are not just buying equipment; you are investing in a future-proof, truly flexible production ecosystem.
Modular cells vs Monolithic lines: which offers better resale value?
When the time comes to upgrade or pivot production, the financial difference between disposing of a modular system versus a monolithic one is stark. A custom-built, monolithic line is a highly specific asset. Its value is tied almost exclusively to its original purpose, making it difficult to sell to anyone not in your exact niche. Consequently, these lines often fetch only 10-20% of their original cost, frequently being sold for little more than their scrap metal value. This represents a significant capital loss on the balance sheet.
Modular equipment, on the other hand, retains a much higher degree of what can be termed asset liquidity. Because each component—a conveyor section, a robotic arm, a control panel—is a self-contained, standardised unit, it has a broad potential market. A food and beverage company might sell a conveyor section to a logistics firm, or a robotic cell to an automotive supplier. This high market liquidity means modular assets typically retain 40-60% of their original cost. The recent auction of equipment from the modular builder TopHat serves as a powerful case study, where a single reach stacker attracted bids of £50,400, demonstrating strong market demand for second-hand modular assets.
This difference in resale value fundamentally changes the nature of the investment. It shifts equipment from being a sunk cost to a liquid asset. This financial advantage provides plant managers with greater flexibility to adapt their facilities without facing crippling depreciation costs. As Nathan Burnham, a manager at the auction house involved in the TopHat sale, noted:
This is an extraordinary opportunity for anyone in the modular building and construction sectors to acquire high-quality equipment.
– Nathan Burnham, BPI Auctions Key Account Manager
The following table summarises the key differences in resale potential, highlighting why a modular approach is financially more resilient.
| Factor | Modular Equipment | Monolithic Lines |
|---|---|---|
| Typical Resale Value | 40-60% of original cost | 10-20% of original cost |
| Market Liquidity | High – multiple buyers interested | Low – specialized buyers only |
| Auction Performance | Strong competitive bidding | Often sold for scrap value |
| Reconfiguration Potential | Full flexibility for new owner | Limited or impossible |
| Transport Costs | Lower – ships in sections | Higher – requires special handling |
The proprietary connector trap that locks you into one supplier
One of the greatest hidden risks in adopting modular systems is the proprietary connector trap. A supplier may offer an attractive price on their modular units, but they design them with unique mechanical or electrical connectors. Once you’ve invested, you’re locked in. Every future expansion, modification, or replacement part must come from that same supplier, often at a premium price. This vendor lock-in completely negates the promise of flexibility and exposes your operation to significant supply chain risk. Recent history has shown that reliance on a single source is a major vulnerability; a study highlighted that 31% of UK manufacturers faced supply chain disruptions, a problem exacerbated by single-supplier dependencies.
To avoid this trap, you must adopt a strategy of determined supplier agnosticism. This means making open standards a non-negotiable clause in your procurement process. Before signing any contract, your engineering team must verify that the proposed equipment adheres to universal standards that allow for interoperability. This goes beyond just electrical plugs; it includes the physical framework of the modules themselves.
For example, a widely used standard is the T-slot aluminium profile system (e.g., 40mm or 80mm series), which allows mechanical components from hundreds of different manufacturers to be physically joined together. By mandating such standards for mechanical, electrical, and control systems, you build a truly open and competitive ecosystem on your factory floor. You retain the power to choose the best component for the job, regardless of the brand, ensuring both cost control and operational resilience. The following checklist is an essential tool for any plant manager looking to safeguard their factory’s flexibility.
Your Supplier Agnostic Vetting Plan: Key Questions to Ask
- Ask: Do you use standard T-slot aluminum profiles (e.g., 40mm, 45mm, or 80mm series)?
- Verify: Are electrical interfaces based on IEC standards with common industrial connectors?
- Check: Can control systems integrate via standard protocols like Ethernet/IP, Profinet, or Modbus?
- Confirm: Are all mechanical fasteners standard metric sizes available from multiple suppliers?
- Request: Demand documentation showing proven compatibility with third-party components.
How to store idle modular units to prevent corrosion and damage?
A key advantage of modularity is the ability to scale production down during off-peak seasons. However, the idle equipment can’t simply be pushed into a corner of the warehouse. Improper storage is a fast track to asset degradation, particularly in the damp UK climate. Corrosion can seize bearings, moisture can damage sensitive electronics, and physical impacts can misalign precision surfaces. Without a proper dormant asset management program, the equipment you need for the next peak season could be unusable when you pull it out of storage.
A systematic approach is essential. The first step is climate control. The storage area should be maintained at a stable temperature (15-20°C) and relative humidity (40-50%) to prevent condensation and the onset of corrosion. For particularly sensitive electronics or machined surfaces, wrapping them in Vapor Corrosion Inhibitor (VCI) bags provides an additional layer of protection, creating a micro-environment that actively prevents rust.
Physical organisation is equally important. Storing modules haphazardly on the floor wastes valuable space and invites damage. Implementing adjustable vertical pallet racking allows for dense, organised storage while protecting units from impact. Each module or pallet should be tagged with a QR code or RFID chip linked to your Computerised Maintenance Management System (CMMS). This digital tracking allows anyone on your team to instantly identify the asset, check its condition, and view its maintenance history, ensuring it’s ready for redeployment at a moment’s notice.

As the image demonstrates, a well-managed storage system is clean, organised, and accessible. It’s not a graveyard for old equipment; it’s a strategic reserve of production capacity, protected and ready for action. Regular monthly inspections to check for any signs of degradation complete this disciplined approach, ensuring your assets retain their value and function year after year.
U-shaped cells vs Straight lines: which is better for one-piece flow?
The physical layout of your production area has a profound impact on efficiency, especially when aiming for a lean, one-piece flow system. In this model, where a single product moves sequentially through all process steps, minimising travel and maximising communication is paramount. The traditional straight assembly line, while seemingly logical, often creates significant waste in motion and transportation. Workers may have to walk long distances between stations, and supervisors have limited visibility over the entire process.
The U-shaped cell offers a superior alternative for achieving one-piece flow. By arranging workstations in a ‘U’ formation, the entry and exit points are located next to each other. This compact layout dramatically reduces the distance workers need to travel, often by as much as 50%. It also places operators in close proximity, enabling face-to-face communication for instant problem-solving. A single supervisor can stand in the centre of the ‘U’ and oversee the entire process, improving supervision efficiency and reducing management overhead. This layout is particularly advantageous in the UK, where older industrial estates often have smaller, more constrained floor plans and higher labour costs make every saved step valuable.
Case in Point: John Deere’s Flexible Manufacturing
A prime example of adapting to fluctuating demand can be seen in heavy machinery. John Deere successfully implements Flexible Manufacturing Systems (FMS) for key components like drive systems and chassis. These parts have highly seasonal demand, and a modular, cell-based approach allows the company to scale production up or down efficiently, reconfiguring layouts to match specific production targets without the waste associated with fixed lines.
The following table compares the two layouts, highlighting why the U-shaped cell is a cornerstone of a flexible, lean manufacturing strategy, especially within the UK context.
| Factor | U-shaped Cell | Straight Line | UK Context Advantage |
|---|---|---|---|
| Floor Space Required | 30-40% less | Standard requirement | U-shaped fits UK’s older, smaller industrial estates |
| Worker Travel Distance | Reduced by 50% | Maximum distance | Critical for UK’s higher labour costs |
| Communication | Face-to-face possible | Limited visibility | Supports UK lean manufacturing culture |
| Supervision Efficiency | One supervisor sees all | Multiple points needed | Reduces UK management overhead costs |
| Flexibility | Easy reconfiguration | Fixed layout | Adapts to UK seasonal demand variations |
How to implement cross-docking to reduce storage time by 24 hours?
In a seasonal business, inventory is a liability. Storing raw materials or finished goods ties up capital and consumes expensive warehouse space. Cross-docking is a powerful lean logistics strategy designed to virtually eliminate this storage time. Instead of receiving goods, storing them in the warehouse, and then picking them for production, cross-docking involves moving inbound materials directly from the receiving dock to the outbound shipping dock with minimal handling in between. For a food and beverage operation, this could mean reducing the time from ingredient arrival to product dispatch by a full 24 hours or more.
Implementing this requires tight coordination between your supply chain and production scheduling. The first step is to configure your Warehouse Management System (WMS) to flag inbound deliveries that match outbound production orders scheduled within the next 24 hours. This creates an automated alert for the receiving team to divert these materials to a designated cross-docking zone. These zones can be temporary areas set up with modular conveyors during peak season, providing the infrastructure needed to sort and route goods efficiently.
To accelerate the process, you can establish ‘bypass lanes’ for pre-qualified suppliers with a proven track record of consistent quality, allowing their goods to skip detailed inspection. Installing mobile workstations at the dock doors enables immediate quality checks for other suppliers, while RFID scanning at the dock entrance can trigger automatic routing decisions within the WMS. By scheduling dedicated time windows for cross-docking—typically early in the morning to align with UK traffic patterns—you can create a highly efficient, continuous flow that minimises inventory holding costs, which can represent 10-30% of inventory value annually.
Key Takeaways
- True manufacturing agility comes from operational discipline, not just from purchasing modular hardware.
- Vendor lock-in is a primary risk; enforcing open standards for all connectors is non-negotiable for long-term flexibility.
- Modular equipment is a liquid asset with high resale value, unlike monolithic lines which are often a sunk cost.
Lean Layouts: Eliminating the 7 Wastes Through Strategic Spatial Planning
The principles of Lean Manufacturing provide a powerful framework for maximising value and eliminating inefficiency. At its core, Lean is about systematically identifying and removing the “7 Wastes” (Muda) from your processes. A strategic layout, built with flexible modular components, is one of the most effective tools for tackling these wastes head-on. Every decision about where a machine is placed or how a material flows has a direct impact on your bottom line, a critical concern as UK manufacturers face relentless cost pressures.
The seven wastes are universal, but their financial impact is specific to your operation. Waste of Motion, for example, is the cost of every unnecessary step a worker takes, while Waste of Transportation is the cost of moving materials further than needed. Waste of Waiting is perhaps the most obvious—the cost of idle time for both machines and people. By designing compact, U-shaped cells, you directly attack all three. Similarly, a modular, demand-driven system helps eliminate Overproduction, which in turn reduces the Waste of Inventory and its associated holding costs.
Finally, a well-designed modular layout helps reduce Defects by making processes more visible and controllable, and it prevents Over-processing by ensuring that only value-adding steps are included in the workflow. The pressure to adopt these principles is growing. A recent outlook from Make UK found that 70% of manufacturers reported significant cost increases, with many expecting further pressure from legislative changes. In this environment, eliminating waste is not just a good practice; it’s a survival strategy. Strategic spatial planning is your first line of defence.
To translate these lean principles into a concrete action plan for your facility, the next logical step is to conduct a thorough audit of your current production lines to identify and quantify these seven wastes.